Standard:EN 10216-2
Seamless steel tubes for pressure purposes —Technical delivery conditions
Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
EN 10216-2 P195GH Seamless steel tubes for pressure purposes
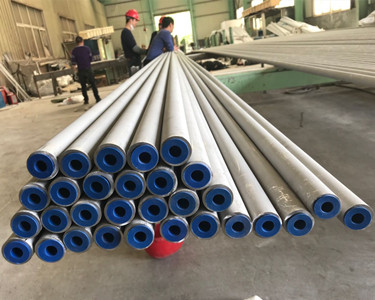
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
The steel name of non-alloy steel grades
(1)The capital letter P for pressure purposes;
(2)The symbols GH for elevated temperature.
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes shall be manufactured by a seamless process.
The tubes can be either hot or cold finished.
EN 10216-2 P195GH Seamless steel tubes shall be supplied in the relevant heat treatment conditions as specified in Table 1.
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| P195GH | 1.0348 | +N b | 880 to 940 | Air | – | – |
| a +N = Normalising, +NT = Normalising + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal Annealing. b Normalising includes Normalising Forming. | ||||||
Chemical composition of EN 10216-2 P195GH
| Steel grade | Steel number | C | Si | Mn | P max | S max | Cr | Mo | Ni |
| 195GH | 1.0348 | ≤ 0,13 | ≤ 0,35 | ≤ 0,70 | 0,025 | 0,020 | ≤ 0,30 | ≤ 0,08 | ≤ 0,30 |
| Al tot | Cu | Nb | Timax | V | Cr+Cu+Mo+Ni | Others |
| ≥ 0,020 | ≤ 0,30 c | ≤ 0,010 | 0,040 | ≤ 0,02 | ≤ 0,70 | – |
Mechanical properties of EN 10216-2 P195GH
| Steel grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness T min. | Tensile Strength Rm | ||||
| Steel name | Steel number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||
| P195GH | 1.0348 | 195 | – | – | – | 320 to 440 |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature .
7) Selection of leak-tightness test method .
8) Non-Destructive Testing for test category 2 tubes for detection of transverse imperfections.
9) Non-Destructive Testing for test category 2 tubes for detection of laminar imperfections .
10) Special ends preparation.
11) Set of dimensions other than D and T.
12) Exact lengths ).
13) The type of inspection document other than the standard document.
14) Test pressure for hydrostatic leak-tightness test .
15) Wall thickness measurement away from the ends .
16) Non-Destructive Testing method.
17) Additional marking .
18) Protection

Standard:EN 10216-2
Seamless steel tubes for pressure purposes —Technical delivery conditions
Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
EN 10216-2 P235GH Seamless steel tubes for pressure purposes
EN 10216-2 P235GH Seamless steel tubes Quick Details
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
The steel name of non-alloy steel grades
(1)The capital letter P for pressure purposes;
(2)The symbols GH for elevated temperature.
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes will be manufactured by a seamless process.
The tubes can be either hot or cold finished.
EN 10216-2 P235GH Seamless steel tubes shall be supplied in the relevant heat treatment conditions as specified in Table 1.
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| P235GH | 1.0345 | +N b | 880 to 940 | Air | – | – |
| a +N = Normalising, +NT = Normalising + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal Annealing. b Normalising includes Normalising Forming. | ||||||
Chemical composition of EN 10216-2 P235GH
| Steel grade | Steel number | C | Si | Mn | P max | S max | Cr | Mo | Ni |
| P235GH | 1.0345 | ≤ 0,16 | ≤ 0,35 | ≤ 1,20 | 0,025 | 0,020 | ≤ 0,30 | ≤ 0,08 | ≤ 0,30 |
| Al tot | Cu | Nb | Ti max | V | Cr+Cu+Mo+Ni | Others |
| ≥ 0,020 | ≤ 0,30 | ≤ 0,010 | 0,040 | ≤ 0,02 | ≤ 0,70 | – |
Mechanical properties of EN 10216-2 P235GH
| Steel grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness T min. | Tensile Strength Rm | Elongation A min. % a | |||||
| Steel name | Steel number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| P235GH | 1.0345 | 235 | 225 | 215 | – | 360 to 500 | 25 | 23 |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature .
7) Selection of leak-tightness test method .
8) Non-Destructive Testing for test category 2 tubes for detection of transverse imperfections.
9) Non-Destructive Testing for test category 2 tubes for detection of laminar imperfections .
10) Special ends preparation.
11) Set of dimensions other than D and T.
12) Exact lengths ).
13) The type of inspection document other than the standard document.
14) Test pressure for hydrostatic leak-tightness test .
15) Wall thickness measurement away from the ends .
16) Non-Destructive Testing method.
17) Additional marking .
18) Protection


EN 10216-2 P265GH Seamless steel tubes Standard:EN 10216-2 Seamless steel tubes for pressure purposes
Technical delivery conditions Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties EN 10216-2 P265GH.
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
The steel name of non-alloy steel grades
(1)The capital letter P for pressure purposes;
(2)The symbols GH for elevated temperature.
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes shall be manufactured by a seamless process.
The tubes can be either hot or cold finished.
EN 10216-2 P265GH Seamless steel tubes shall be supplied in the relevant heat treatment conditions as specified in Table 1.
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| P265GH | 1.0425 | +N b | 880 to 940 | Air | – | – |
| a +N = Normalising, +NT = Normalising + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal Annealing. b Normalising includes Normalising Forming. | ||||||
Chemical composition of EN 10216-2 P265GH
| Steel grade | Steel number | C | Si | Mn | P max | S max | Cr | Mo | Ni |
| P265GH | 1.0425 | ≤ 0,20 | ≤ 0,40 | ≤ 1,40 | 0,025 | 0,020 | ≤ 0,30 | ≤ 0,08 | ≤ 0,30 |
| Al tot | Cu | Nb | Timax | V | Cr+Cu+Mo+Ni | Others |
| ≥ 0,020 b | ≤ 0,30 c | ≤ 0,010 d | 0,040 | ≤ 0,02 | ≤ 0,70 | – |
Mechanical properties of EN 10216-2 P265GH
| Steel grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness T min. | Tensile Strength Rm | Elongation A min. % a | |||||
| Steel name | Steel number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| P265GH | 1.0425 | 265 | 255 | 245 | – | 410 to 570 | 23 | 21 |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature
EN 10216-2 10CrMo5-5 Seamless Steel Tubes for Pressure Purposes.The steel name of EN 10216-2 10CrMo5-5 alloy steel grade consists of chemical composition and heat treatment symbol.
Standard:BS EN 10216-2:2013
Seamless steel tubes for pressure purposes — Technical delivery conditions Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties.
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
Manufacturing process
(1)Steel making process
10CrMo5-5 Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
All NDT activities shall be carried out by qualified and competent level 1,2 and/or 3 personnel authorized to operate by the employer.
(3) The tubes shall be manufactured by a seamless process.
The EN 10216-2 10CrMo5-5 Seamless Steel Tubes may be either hot or cold finished at the discretion of the manufacturer.The terms “ hot finished “ and “ cold finished “ apply to the condition of the tube before it is heat treated in
EN 10216-2 10CrMo5-5 Seamless Steel Tubes shall be supplied in the relevant heat treatment conditions.
| Steel Grade | Heat treatment a | Austenizing | Tempering | |||
| Steel Name | Steel Number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| 10CrMo5-5 | 1.7338 | +NT b c | 900 to 960 | Air | 650 to 750 | air |
| a +N = Normalizing, +NT = Normalizing + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal Annealing. b Normalizing includes Normalizing Forming. Normalized Forming shall be carried out in a temperature range from 880 °C to 1 000 °C. c For these steel grades it may be necessary in the case of wall thickness T above 10 mm or T/D > 0,15 to apply quenching and tempering in order to achieve the intended structure and material properties. The decision shall be left to the discretion of the manufacturer but shall be stated to the customer at the time of enquiry and order. Steel tubes treated in such a way shall be designated by the steel name supplemented by the symbol “+QT “. | ||||||
Chemical composition of EN 10216-2 10CrMo5-5 Seamless Steel Tubes
| Steel Grade | Steel Number | C | Si | Mn | P max | Smax |
| 10CrMo5-5 | 1.7338 | ≤ 0,15 | 0.50 to 1.00 | 0,30 to 0,60 | 0,025 | 0,010 |
| Cr | Mo | Ni | Al tot | Cu |
| 1,00 to 1,50 | 0,45 to 0,65 | ≤ 0,30 | ≤ 0,040 | ≤ 0,30 |
Mechanical properties of EN 10216-2 10CrMo5-5 Seamless Steel Tubes
| Steel Grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness Tmin. | Tensile Strength Rm | Elongation A min. % a | |||||
| Steel Name | Steel Number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| 10CrMo5-5 | 1.7338 | 275 | 275 | 265 | – | 410 to 560 | 22 | 20 |
| Steel Grade | Impact properties | |||||
| Minimum average absorbed energy KV 2 J at a temperature of °C | ||||||
| Steel Name | Steel Number | l | t | |||
| 20 | 0 | -10 | 20 | 0 | ||
| 10CrMo5-5 | 1.7338 | 40 | – | – | 27 | – |
Note:l = longitudinal t = transverse
Minimum proof strength R p0,2 at elevated temperature of EN 10216-2 10CrMo5-5 Seamless Steel Tubes
| Steel Grade | Wall thickness mm | Minimum proof strength R p0,2 MPa at a temperature of °C | |||||||||||
| Steel name | Steel number | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | 600 | |
| 10CrMo5-5 | 1.7338 | ≤ 60 | 240 | 228 | 219 | 208 | 165 | 156 | 148 | 144 | 143 | – | – |
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
The deviation from straightness of any tube length L shall not exceed 0,001 5 L. Deviations from straightness over any one metre length shall not exceed 3 mm.
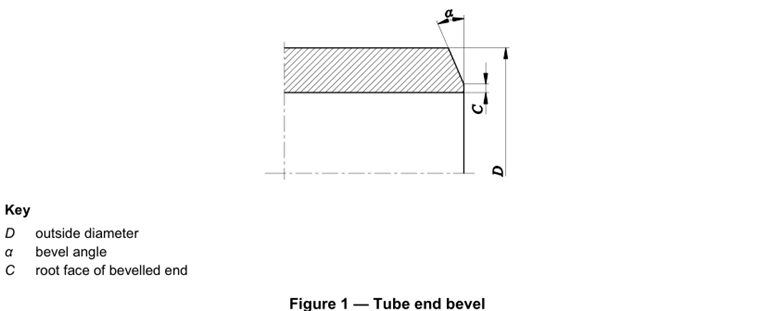
Preparation of ends
The tubes shall be delivered with bevelled ends (see Figure 1). The bevel shall have an angle α of 30°(+5°,0°) with a root face C of 1,6 mm ± 0,8 mm, except that for wall thickness T greater than 20 mm, an agreed alternative bevel may be specified.
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
In the event that the purchaser does not indicate a wish to implement any of these options at the time of enquiry and order, the tubes shall be supplied in accordance with the basic specification
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
EXAMPLE 100 m – Tube – d min 240 x T min 40 – EN 10216-2 – 10CrMo5-5 – Option 13: 3.2
Marking can be customized according to customer requirements
Standard:EN 10216-2
Seamless steel tubes for pressure purposes —Technical delivery conditions
Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
EN 10216-2 10CrMo9-10 Seamless steel tubes for pressure purposes
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
The steel name of non-alloy steel grades
(1)The capital letter P for pressure purposes;
(2)The symbols GH for elevated temperature.
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes shall be manufactured by a seamless process.
The tubes can be either hot or cold finished.
EN 10216-2 10CrMo9-10 Seamless steel tubes shall be supplied in the relevant heat treatment conditions as specified in Table 1.
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| 10CrMo9-10 | 1.7380 | +NT b c | 900 to 960 | Air | 680 to 750 | air |
Chemical composition of EN 10216-2 10CrMo9-10
| Steel grade | Steel number | C | Si | Mn | P max | S max |
| 10CrM09-10 | 1.7380 | 0,08 to 0,14 | ≤ 0,50 | 0,30 to 0,70 | 0,025 | 0,020 |
| Cr | Mo | Ni | Al tot | Cu |
| 2,00 to 2,50 | 0,90 to 1,10 | ≤ 0,30 | ≤ 0,040 | ≤ 0,30 c |
Mechanical properties of EN 10216-2 10CrMo9-10
| Steel grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness T min. | Tensile Strength Rm | Elongation A min.% | |||||
| Steel name | Steel number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| 10CrMo9-10 | 1.7380 | 280 | 280 | 270 | – | 480 to 630 | 22 | 20 |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature .
7) Selection of leak-tightness test method .
8) Non-Destructive Testing for test category 2 tubes for detection of transverse imperfections.
9) Non-Destructive Testing for test category 2 tubes for detection of laminar imperfections .
10) Special ends preparation.
11) Set of dimensions other than D and T.
12) Exact lengths ).
13) The type of inspection document other than the standard document.
14) Test pressure for hydrostatic leak-tightness test .
15) Wall thickness measurement away from the ends .
16) Non-Destructive Testing method.
17) Additional marking .
18) Protection
Seamless steel tubes for pressure purposes —Technical delivery conditions
Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
EN 10216-2 13CrMo4-5 Seamless steel tubes for pressure purposes
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
The steel name of non-alloy steel grades
(1)The capital letter P for pressure purposes;
(2)The symbols GH for elevated temperature.
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes shall be manufactured by a seamless process.
The tubes can be either hot or cold finished.
EN 10216-2 13CrMo4-5 Seamless steel tubes shall be supplied in the relevant heat treatment conditions as specified in Table 1.
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| 13CrMo4-5 | 1.7335 | +NT b c | 900 to 960 | Air | 680 to 750 | air |
Chemical composition of EN 10216-2 13CrMo4-5
| Steel grade | Steel number | C | Si | Mn | P max | Smax |
| 13CrMo4-5 | 1.7335 | 0,10 to 0,17 | ≤ 0,35 | 0,40 to 0,70 | 0,025 | 0,020 |
| Cr | Mo | Ni | Al tot | Cu |
| 0,70 to 1,15 | 0,40 to 0,60 | ≤ 0,30 | ≤ 0,040 | ≤ 0,30 |
Mechanical properties of EN 10216-2 13CrMo4-5
| Steel grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness Tmin. | Tensile Strength Rm | Elongation A min. % a | |||||
| Steel name | Steel number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| 13CrMo4-5 | 1.7335 | 290 | 290 | 280 | – | 440 to 590 | 22 | 20 |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature .
7) Selection of leak-tightness test method .
8) Non-Destructive Testing for test category 2 tubes for detection of transverse imperfections.
9) Non-Destructive Testing for test category 2 tubes for detection of laminar imperfections .
10) Special ends preparation.
11) Set of dimensions other than D and T.
12) Exact lengths ).
13) The type of inspection document other than the standard document.
14) Test pressure for hydrostatic leak-tightness test .
15) Wall thickness measurement away from the ends .
16) Non-Destructive Testing method.
17) Additional marking .
18) Protection

15NiCuMoNb5-6-4 (DIWA373, 15NiCuMoNb5, or WB36) is the material developed by mannesman company in Germany, which is used for nuclear power generating units and high parameter thermal power generating units. It is developed by adding Ni Cu Mo Nb alloy elements on the basis of carbon manganese steel. Because the alloy elements such as Ni, Cu, Mo and Nb are added to the steel, it has the effect of fine grain strengthening and precipitation strengthening, thus greatly improving the high temperature strength and permanent strength of the steel, and the addition of Cu does not reduce the permanent plasticity of the steel.
15NiCuMoNb5-6-4 steel is characterized by strength, yield limit is 40% higher than 20g steel, service temperature is 400 ℃, it can be used as high-pressure pipe with pipe wall temperature up to 500 ℃, or as high-temperature and high-pressure components of high parameter thermal power generating units, such as boiler drum, steam water separator, header, steam generator, steam pipe and nuclear power equipment.
Manufacture
15NiCuMoNb5-6-4 (WB36) high pressure boiler tubes are manufactured by seamless process.
15NiCuMoNb5-6-4 (WB36) High Pressure Boiler Tubes Quick Details
Type:Seamless Steel tubes
Technique: Hot rolled or cold drawn
Standard: EN 10216-2
Outside Diameter: 25mm-508mm
Wall thickness: 6mm-35mm
Length: 6000Mm, 12000m or specified length as required.
Type of End-Finish: Plain End, Beveled End, Threaded
Surface treatment: Tubes will be varnished (Outside only) to prevent rust.
Chemical composition
| Grade | C | Mn | Si | P | S | Cr |
| 15NiCuMoNb5-6-4 | ≤0.17 | 0.8-1.2 | 0.25-0.50 | ≤0.03 | ≤0.025 | ≤0.30 |
| Cu | Mo | Ni | Nb | N | ||
| 0.5-0.8 | 0.25-0.50 | 1.00-1.30 | 0.015-0.045 | ≤0.02 | ||
Mechanical properties
| Grade | Yield Strength/MPa | Tensile Strength/Mpa | Elongation/% | Hardness/HB | Impact work longitudinal/J | Microstructure | ||
| 20℃ | 0℃ | -20℃ | ||||||
| 15NiCuMoNb5-6-4 | ≥440 | 610-780 | ≥19 | ≤252 | ≥95 | ≥80 | ≥60 | F+B+P |
Durable strength σ, 15NiCuMoNb5-6-4 (WB36) high pressure boiler tube
| Grade | 400℃ | 420℃ | 440℃ | 460℃ | 480℃ | 490℃ | 500℃ |
| 15NiCuMoNb5-6-4 | 373 | 325 | 273 | 210 | 139 | 104 | 69 |
Heat treatment
| Normalizing or quenching | Temper | Stress relief heat treatment |
| 900-980 ° C air cooling | 580-640 ° C air cooling | 550-600 ° C air cooling |
| 880-930 ° C oil or water cooling | 620-700 ° C air cooling |
Metallographic structure
The supply state of 15nicumonb5-6-4 seamless steel tube (diwa373, WB36) steel is normalizing (quenching) + tempering. After the final heat treatment of normalizing and tempering, the microstructure is bainite + ferrite + sorbite or bainite + a small amount of ferrite.
Welding material
15nicumonb5-6-4 steel tubes have good welding performance. Manual welding rod l-80 (aws-e11016g), tungsten argon arc welding wire smh-80 (aws-e110s) or corresponding domestic welding materials. In order to avoid welding cracks, preheating (temperature 150-200 ℃) shall be carried out before welding. Stress relief treatment shall be carried out after welding.
The W36 made in China has good weldability and high cold crack sensitivity, but it can prevent cold crack by preheating at 150 ℃, and it is not sensitive to reheat crack. Manual arc welding with welding rod che607ni backing h10mn2nimoa / h08mn2moa welding wire and sj101 flux submerged arc welding are used for automatic full welding. After 530-600 ℃ post weld heat treatment, it has good performance and can meet the manufacturing requirements.
Standard:EN 10216-2
Seamless steel tubes for pressure purposes —Technical delivery conditions
Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
EN 10216-2 16Mo3 Seamless steel tubes for pressure purposes
Application
EN10216-2 16Mo3 seamless steel tubes are are used for high temperature service applications in oil refinery piping, steam pipeline, and power plant projects, etc.
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
MANUFACTURING PROCESS
(1)Steel making process
Steels shall be fully killed.
(2)Tube manufacture and delivery conditions
The tubes shall be manufactured by a seamless process.
The tubes can be either hot or cold finished.The tubes shall be cold finished before heat treatment.
Heat Treatment EN 10216-2 16Mo3 Seamless steel tubes
| Steel grade | Heat treatment a | Austenizing | Tempering | |||
| Steel name | Steel number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| 16Mo3 | 1.5415 | +N | 890 to 950 | Air | – | – |
Note:+N (Normalising includes Normalising Forming)
Chemical composition of EN 10216-2 16Mo3
| Steel grade | Steel number | C | Si | Mn | P max | S max |
| 16Mo3 | 1.5415 | 0.12- 0.20 | ≤ 0.35 | 0.40- 0.70 | 0.025 | 0.020 |
| Cr | Mo | Ni | Al tot | Cu |
| ≤0.30 | 0.25- 0.35 | ≤ 0,30 | ≥ 0.020 | ≤ 0.30 |
Mechanical properties of EN 10216-2 16Mo3
| Grade | Yield Strength min | Tensile Strength |
| Minimum energy average absorbed KVJ at the temperature of 0°C | ||||||||
T≤16 | 16<T≤40 | 40<t≤60 | 60<T≤100 | Elongation A min% | I | T | ||||||
MPa | MPa | MPa | MPa | MPa | I | t | 20 | 0 | -10 | 20 | 0 | |
16Mo3(1.5415) | 280 | 270 | 260 | – | 450- 600 | 22 | 20 | 40 | – | – | 27 | – |
Note:l = longitudinal t = transverse
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining
Ordering Information
Mandatory information
a) the quantity (mass or total length or number);
b) the term “tube”;
c) the dimensions ;
d) the designation of the steel grade in accordance with this Part of EN 10216 ;
e) the test category for non-alloy steel .
Options
1) Cold finishing.
2) Restriction on copper and tin content.
3) Product analysis.
4) Impact testing .
5) Longitudinal impact testing at -10° C for non-alloy steel grades.
6) Tensile testing at elevated temperature .
7) Selection of leak-tightness test method .
8) Non-Destructive Testing for test category 2 tubes for detection of transverse imperfections.
9) Non-Destructive Testing for test category 2 tubes for detection of laminar imperfections .
10) Special ends preparation.
11) Set of dimensions other than D and T.
12) Exact lengths ).
13) The type of inspection document other than the standard document.
14) Test pressure for hydrostatic leak-tightness test .
15) Wall thickness measurement away from the ends .
16) Non-Destructive Testing method.
17) Additional marking .
18) Protection
EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes for pressure purposes (power plant boiler tubes/oil refinery boiler tubes)
1.4922 X20CrMoV11-1 Steel
1.4922 Steel (old grade X20CrMoV12-1, new grade X20CrMoV11-1)
EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes are high-alloy tubes. Because the alloy tubes contain a lot of Cr in the chemical composition, they are resistant to high temperature, low temperature and corrosion. They are mainly used in power plant boilers and oil refinery furnaces.EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes are subject to strict EN10204 3.2 third-party testing before use.
Standard:BS EN 10216-2:2013
Seamless steel tubes for pressure purposes — Technical delivery conditions Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties.
Manufacture:Seamless process
Wall thickness(WT): 2.1mm——20 mm.
Outer diameter (OD): 21 mm——509mm
Length: 6M or specified length as required.
Ends: Plain End, Beveled End, Threaded
Manufacturing process
steel making process
1.4922 X20CrMoV11-1 Steels shall be fully killed.
The tubes shall be manufactured by a seamless process.
We will hot work or cold work the tube according to the actual requirements. Tubes should be cold-finished prior to heat treatment.
Heat Treatment For EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes
| Steel Grade | Heat treatment a | Austenizing | Tempering | |||
| Steel Name | Steel Number | Temperature °C | Cooling Medium | Temperature °C | Cooling medium | |
| X20CrMoV11-1 | 1.4922 | +NT c | 1020 to 1080 | air | 730 to 780 | air |
| a +N = Normalizing, +NT = Normalizing + Tempering, +QT = Quenching + Tempering (air or liquid), +I = Isothermal Annealing. b Normalizing includes Normalizing Forming. Normalized Forming shall be carried out in a temperature range from 880 °C to 1 000 °C. c For these steel grades it may be necessary in the case of wall thickness T above 10 mm or T/D > 0,15 to apply quenching and tempering in order to achieve the intended structure and material properties. The decision shall be left to the discretion of the manufacturer but shall be stated to the customer at the time of enquiry and order. Steel tubes treated in such a way shall be designated by the steel name supplemented by the symbol “+QT “. | ||||||
Chemical Composition of EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes
| Steel Grade | Steel Number | C | Si | Mn | P max | Smax |
| X20CrMoV11-1 | 1.4922 | 0,17 to 0,23 | 0,15 to 0,50 | ≤ 1,00 | 0,025 | 0,010 |
| Cr | Mo | Ni | Al tot | CuVV | V |
10,0 to 12,5 | 0,80 to 1,20 | 0,30 to 0,80 | ≤0,040 | ≤ 0,30 | 0,25 to 0.35 |
Note:
1.In order to facilitate subsequent forming operations, an agreed maximum copper content lower than indicated and an agreed specified maximum tin content shall apply.
Mechanical Properties of EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes
| Steel Grade | Upper yield strength or proof strength R eH or Rp 0,2 for Wall Thickness Tmin. | Tensile Strength Rm | Elongation A min. % a | |||||
| Steel Name | Steel Number | T ≤ 16 | 16 < T ≤ 40 | 40 < T ≤ 60 | 60 < T ≤ 100 | l | t | |
| MPa * | MPa * | MPa * | MPa * | MPa * | ||||
| X20CrMoV11-1 | 1.4922 | 490 | 490 | 490 | 490 | 690 to 840 | 17 | 14 |
| Steel Grade | Impact properties | |||||
| Minimum average absorbed energy KV 2 J at a temperature of °C | ||||||
| Steel Name | Steel Number | l | t | |||
| 20 | 0 | -10 | 20 | 0 | ||
| X20CrMoV11-1 | 1.4922 | 40 | – | – | 27 | – |
Note:l = longitudinal t = transverse
Impact test verification (longitudinal or transversal) is mandatory for wall thickness T ≥ 16 mm.
Minimum proof strength R p0,2 at elevated temperature of EN 10216-2 1.4922 X20CrMoV11-1 Seamless Steel Tubes
| Steel Grade | Wall thickness mm | Minimum proof strength R p0,2 MPa at a temperature of °C | ||||||||
| Steel name | Steel number | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 | |
| X20CrMoV11-1 | 1.4922 | ≤ 100 | 430 | 415 | 390 | 380 | 360 | 330 | 290 | 250 |
Note:1 MPa = 1 N/mm 2 .
Dimensions tolerances of EN 10216-2
Tolerances on outside diameter and wall thicknes
| Outside Diameter D mm | Tolerances on D | Tolerances on T for a T/D ratio | |||
| ≤ 0,025 | > 0,025 ≤ 0,050 | > 0,050 ≤ 0,10 | > 0,10 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | ± 12,5% or ± 0.4mm whichever is the greater | |||
| D > 219,1 | ± 20% | ± 15% | ± 12,5% | ± 10% a | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and wall thickness
| Tolerances on inside diameter | Tolerances on T for a T/d ratio | |||||
| d | d min | ≤ 0,03 | > 0,03 ≤ 0,06 | > 0,06 ≤ 0,12 | > 0,12 | |
| ± 1% or ± 2 mm whichever is the greater | (+ 2% ,0)or (+ 4 mm,0) | whichever is the greater | ± 20% | ± 15% | ± 12,5% | ± 10% a |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||||
Tolerances on outside diameter and minimum wall thickness
| Outside diameter D mm | Tolerances on D | Tolerances on T min for a T min /D ratio | |||
| ≤ 0,02 | > 0,02 ≤ 0,04 | > 0,04 ≤ 0,09 | > 0,09 | ||
| D ≤ 219,1 | ± 1% or ± 0.5mm whichever is the greater | (+ 28%,0) or (+ 0.8 mm,0) whichever is the greater | |||
| D > 219,1 | + 50% 0 | + 35% 0 | + 28% 0 | + 22% a 0 | |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | |||||
Tolerances on inside diameter and minimum wall thickness
| Tolerances on inside diameter | Tolerances on T min for a T min /d ratio | |||
| d | d min | ≤ 0,05 | > 0,05 ≤ 0,1 | > 0,1 |
| ± 1% or ± 2 mm whichever is the greater | (+2%,0) or (+ 4 mm,0) whichever is the greater | + 35% 0 | + 28% 0 | + 22% a 0 |
| a For outside diameters D ≥ 355,6 mm it is permitted to exceed the upper wall thickness locally by a further 5% of the wall thickness T | ||||
Tolerances on exact lengths
Dimension in mm
| Length L | Tolerance on exact length |
| L ≤ 6000 | +10 0 |
| 6000 < L ≤ 12 000 | +15 0 |
| L > 12 000 | + by agreement 0 |
Straightness
The deviation from straightness of any tube length L shall not exceed 0,001 5 L. Deviations from straightness over any one metre length shall not exceed 3 mm.
Preparation of ends
The tubes shall be delivered with bevelled ends (see Figure 1). The bevel shall have an angle α of 30°(+5°,0°) with a root face C of 1,6 mm ± 0,8 mm, except that for wall thickness T greater than 20 mm, an agreed alternative bevel may be specified.
TESTINGS
(1)Chemical analysis
(2)Tensile test(Tensile test at room temperature, Tensile test at elevated temperature)
(3)Flattening test
(4)Ring tensile test
(5)Drift expanding test
(6)Ring expanding test
(7)Impact test
(8)Leak tightness test(Hydrostatic test, Electromagnetic test)
(9)Dimensional inspection
(10) Visual examination
(11) Non-destructive testing
Note:
a The choice of flattening or ring tensile test and of drift expanding test or ring expanding test is at the manufacturer’s
discretion.
b For steel grades X20CrMoV11-1 tubes, the flattening or ring tensile test and the drift expanding test or ring expanding test shall be carried out at one end of 20 % of the tubes of each test unit.
c Group A: tubes having wall thickness T ≥ 16 mm manufactured from steel grades X20CrMoV11-1,
In the event that the purchaser does not indicate a wish to implement any of these options at the time of enquiry and order, the tubes shall be supplied in accordance with the basic specification
MARKING
Marking to be applied
The marking shall be indelibly marked on each tube at least at one end. For tubes with outside diameter D ≤ 51 mm the marking on tubes may be replaced by the marking on a label attached to the bundle or box.
EXAMPLE 100 m – Tube – d min 240 x T min 40 – EN 10216-2 1.4922 X20CrMoV11-1
Marking can be customized according to customer requirements
PROTECTION
The tubes will be delivered with A temporary protective coating or durable coating and/or lining