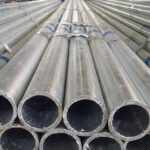
Welded Steel Pipe
Welded Steel Pipe is with a seam on the surface of a steel strip or steel plate that is bent and deformed into a circular shape or a square shape. The inner wall of the welded pipe has welding ribs. The main products include: ERW steel pipe, LSAW steel pipe and SSAW steel pipe. Steel pipe is a kind of hollow long steel, which is used as a conduit for conveying fluids, such as oil, natural gas, water, gas, steam, etc.
Typical production process:
strip raw material → raw material pretreatment → cold bending forming → welding → weld heat treatment → weld (tube body) flaw detection → finishing → finished welded pipe
A. According to the process — arc welded pipe, resistance welded pipe (High frequency, low frequency), gas welded pipe, furnace welded pipe
B. According to the welds — straight seam welded pipe, spiral welded pipe
| API SPEC 5L | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| ASTM / ASME | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| DIN | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| BS | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| EN | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| JIS | |||
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |
ERW pipes are manufactured from steel coils, that are uncoiled, cut, processed, welded, and tested. ERW pipes are available in sizes between 1/2″ and 20″, in carbon steel (most in ASTM A53) and stainless steel (ASTM A312).
Sizes:
Out Diameter:1/2″-24″
Wall Thickness: 1.65-20mm
Length : 3-12m, or according to customer’s requirement
End : Plain End, Beveled End, Treaded
Standard:
ASTM 5L, ASTM A53, ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, EN 10217
Steel Grade:
API 5L: PSL1/PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
ASTM A53: GR.A, GR.B
EN: S275, S275JR, S355JRH, S355J2H
GB: Q195, Q215, Q235, Q345, L175, L210, L245, L320, L360-L555
Uses:
For ERW Line Pipe
For ERW Casing
For ERW Structure Tube
For High pressure and high temperature
Surface: Lightly oiled, Hot dip galvanized, Electro galvanized, Black, Bare, Varnish coating/Anti rust oil, Protective Coatings (Coal Tar Epoxy, Fusion Bond Epoxy, 3-layers PE)
Packing: Plastic plugs in both ends, Hexagonal bundles of max. 2,000kg with several steel strips, Two tags on each bundle, Wrapped in waterproof paper, PVC sleeve, and sackcloth with several steel strips, Plastic caps.
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield strength, Elongation), Technical Properties (Flattening Test, Bending Test, Hardness Test, Impact Test), Exterior Size Inspection, Hydrostatic Test, NDT TEST ( ET TEST, RT TEST, UT TEST)
Small diameter erw steel pipe
| Out diameter | Sch 5 | Sch 10 | Sch 40 | ||||
| Inch | mm | Thickness | Kg/mtr | Thickness | Kg/mtr | Thickness | Kg/mtr |
| 1/2″ | 21.3 | 1.65 | 0.81 | 2.11 | 1.01 | 2.77 | 1.29 |
| 3/4″ | 26.7 | 1.65 | 1.03 | 2.11 | 1.30 | 2.87 | 1.71 |
| 1″ | 33.4 | 1.65 | 1.31 | 2.77 | 2.12 | 3.38 | 2.54 |
| 1 1/4″ | 42.2 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 1 1/2″ | 48.3 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 2″ | 60.3 | 1.65 | 2.42 | 2.77 | 3.98 | 4.81 | 5.31 |
| 3″ | 88.9 | 2.11 | 4.58 | 3.05 | 6.54 | 5.49 | 11.45 |
| 3 1/2″ | 101.6 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 4″ | 114.3 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 5″ | 141.3 | 2.77 | 9.50 | 3.40 | 11.74 | 6.55 | 22.10 |
| 6″ | 168.3 | 2.77 | 11.47 | 3.40 | 14.04 | 7.11 | 28.68 |
| 8″ | 219.1 | 2.77 | 14.99 | 3.76 | 20.25 | 8.18 | 43.16 |
ERW Pipe Manufacturering Process:
Straight seam high frequency welded pipe (ERW steel pipe) is formed by forming a hot-rolled coil through a forming machine. The skin effect and proximity effect of high-frequency current are used to heat and melt the edge of the pipe blank. Pressure welding is carried out under the action of a squeeze roller. Realize production. Welded steel pipes have simple production process, high production efficiency, many varieties and specifications, and less equipment, but their general strength is lower than seamless steel pipes.
The UOE LSAW STEEL PIPE mill features the most advanced technology and process, achieves high production efficiency, stable product quality and is equipped with complete inspection equipment. UOE mill adopts U & O forming, the formed pipes are welded inside through five internal welding stations with three wires, and welded outside through four external welding stations with three wires. In accordance with different requirements of the customers, the welded pipe can be expanded either by mechanical or hydrostatic expand to improve dimensional accuracy, and eliminate residual stress.
Specifications
Outside Diameter 508mm- 1118mm (20″- 44″)
Wall Thickness: 6.0-25.4mm 1/4″-1″
Quality Standards: API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length: 9-12.3m (30′- 40′)
Grades: API 5L A-X90,GB/T9711 L190-L625
JOCE SLAW STEEL PIPE is large diameter longitudinal submerged arc welded (SAWL) pipe production line in China. The mill adopts progressive bending process, featuring evenly distributed forming stress, high uniformity of dimension, infinite sizes variation&wide poduct range, and high flexibility, etc.
Specifications
Outside Diameter:Φ406mm- 1626mm (16″ – 64″ )
Wall Thickness:6.0- 75mm (1/4″ – 3″ )
Quality Standards:API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length:3-12.5m ( 10′- 41′ )
Grades:API 5L A-X100, GB/T9711 L190-L690
Sizes of LSAW Steel Pipe:
OD: 16″-72″
O.D. | W.T. | Length(m) | |||||||
Inch | mm | Min.Yield Strength(Mpa) | |||||||
Inch | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Tolerance of Outside Diameter and Wall Thickness of LSAW Steel Pipe
Types | Standard | |||||
SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<=”” p=””></t<15.0mm,> |
D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Chemical Composition and Mechanical Properties of LSAW Steel Pipe
Standard | Grade | Chemical Composition(max)% | Mechanical Properties(min) | |||||
C | Mn | Si | S | P | Yield Strength(Mpa) | Tensile Strength(Mpa) | ||
GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
BS En10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
DIN 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
JIS G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Spiral steel pipe (SSAW) is a spiral seam steel pipe made of strip steel coils as raw materials, often extruded and formed by automatic double-wire double-sided submerged arc welding. The spiral steel pipe feeds the strip steel into the welded pipe unit. After rolling by multiple rollers, the strip steel is gradually rolled up to form a round tube blank with an open gap. The reduction of the squeeze roller is adjusted to control the weld gap at 1~ 3mm, and make both ends of the welding joint flush.
Sizes:
Out diameter:219mm-3620mm
Wall thickness: 5mm-25.4mm
Length: 3m-12m
Standard and Classfication of SSAW Steel Pipe
Classfication | Standard | Main Products | ||||||||||||||
| Line Pipe | API 5L PSL1/2 | Line pipe | ||||||||||||||
Casing | API 5CT/ ISO 11960 PSL1 | Steel pipe for use as casing or tubing for wells of petroleum and natural gas industries | ||||||||||||||
| Steel Pipe for Fluid Service | ASTM A53 | Black and hot-hipped galvanized welded and seamless steel pipe | ||||||||||||||
| BS EN10217-2 | Welded steel tybes for pressure purposes – delivery technical conditions – part2: Electric welded non- alloy and alloy steel tubes with specified elevated temperature properties | |||||||||||||||
| BS EN10217-5 | Welded steel tybes for pressure purposes – delivery technical conditions – part5: submerged arc welded non-alloy and alloy steel tubes with specified elevated temperature properties | |||||||||||||||
| Steel Pipe for Ordinary Structure | ASTM A252 | Welded and seamless steel pipe piles | ||||||||||||||
| BS EN10219-1 | Cold formed welded structural hollow sections of non-alloy and fine grain steels – part1: Technical delivert conditions | |||||||||||||||
| BS EN10219-2 | Cold formed welded structural hollow sections of non-alloy and fine grain steels – part2: tolerances dimmsions and sectional properties | |||||||||||||||
Tolerance of Outside Diameter and Wall Thickness
| Standard | Tolerance of Pipe Body | Tolerance of Pipe End | Tolerance of Wall Thickness | |||
| Out Diameter | Tolerance | Out Diameter | Tolerance | |||
| GB/T3091 | OD≤48.3mm | ≤±0.5 | OD≤48.3mm | – | ≤±10% | |
| 48.3<od≤273.1mm </od≤273.1mm | ≤±1.0% | 48.3<od≤273.1mm< span=””> </od≤273.1mm<> | – | |||
| 273.1<od≤508mm </od≤508mm | ≤±0.75% | 273.1<od≤508mm< span=””> </od≤508mm<> | -0.8~+2.4 | |||
| OD>508mm | ≤±1.0% | OD>508mm | -0.8~+3.2 | |||
| GB/T9711.1 | OD≤48.3mm | -0.79~+0.41 | – | – | OD≤73 | -12.5%~+20% |
| 60.3<od≤457mm </od≤457mm | ≤±0.75% | OD≤273.1mm | -0.4~+1.59 | 88.9≤OD≤457 | -12.5%~+15% | |
| 508<od≤941mm </od≤941mm | ≤±1.0% | OD≥323.9 | -0.79~+2.38 | OD≥508 | -10.0%~+17.5% | |
| OD>941mm | ≤±1.0% | – | – | – | – | |
| GB/T9711.2 | 60<od≤610mm </od≤610mm | ±0.75%D~±3mm | 60<od≤610mm </od≤610mm | ±0.5%D~±1.6mm | 4mm<wt<25mm </wt<25mm | ±12.5%T~±15.0%T |
| 610<od≤1430mm </od≤1430mm | ±0.5%D~±4mm | 610<od≤1430mm </od≤1430mm | ±0.5%D~±1.6mm | WT≥25mm | -3.00mm~+3.75mm | |
| OD>1430mm | – | OD>1430mm | – | – | -10.0%~+17.5% | |
| SY/T5037 | OD<508mm | ≤±0.75% | OD<508mm | ≤±0.75% | OD<508mm | ≤±12.5% |
| OD≥508mm | ≤±1.00% | OD≥508mm | ≤±0.50% | OD≥508mm | ≤±10.0% | |
| API 5L PSL1/PSL2 | OD<60.3 | -0.8mm~+0.4mm | OD≤168.3 | -0.4mm~+1.6mm | WT≤5.0 | ≤±0.5 |
| 60.3≤OD≤168.3 | ≤±0.75% | 168.3<od≤610 </od≤610 | ≤±1.6mm | 5.0<wt<15.0 </wt<15.0 | ≤±0.1T | |
| 168.3<od≤610 </od≤610 | ≤±0.75% | 610<od≤1422 </od≤1422 | ≤±1.6mm | T≥15.0 | ≤±1.5 | |
| 610<od≤1422 </od≤1422 | ≤±4.0mm | OD>1422 | – | – | – | |
| OD>1422 | – | – | – | – | – | |
| API 5CT | OD<114.3 | ≤±0.79mm | OD<114.3 | ≤±0.79mm | ≤-12.5% | |
| OD≥114.3 | -0.5%~1.0% | OD≥114.3 | -0.5%~1.0% | ≤-12.5% | ||
| ASTM A53 | ≤±1.0% | ≤±1.0% | ≤-12.5% | |||
| ASTM A252 | ≤±1.0% | ≤±1.0% | ≤-12.5% | |||
Chemical Analysis and Mechanical Properties of SSAW Steel Pipe
Standard | Grade | Chemical Composition(max)% | Mechanical Properties(min) | |||||
C | Si | Mn | P | S | Tensile Strength(Mpa) | Yield Strength(Mpa) | ||
API 5CT | h40 | – | – | – | – | 0.030 | 417 | 417 |
J55 | – | – | – | – | 0.030 | 517 | 517 | |
K55 | – | – | – | – | 0.300 | 655 | 655 | |
API 5L PSL1 | A | 0.22 | – | 0.90 | 0.030 | 0.030 | 335 | 335 |
B | 0.26 | – | 1.20 | 0.030 | 0.030 | 415 | 415 | |
X42 | 0.26 | – | 1.30 | 0.030 | 0.030 | 415 | 415 | |
X46 | 0.26 | – | 1.40 | 0.030 | 0.030 | 435 | 435 | |
X52 | 0.26 | – | 1.40 | 0.030 | 0.030 | 460 | 460 | |
X56 | 0.26 | – | 1.40 | 0.030 | 0.030 | 490 | 490 | |
X60 | 0.26 | – | 1.40 | 0.030 | 0.030 | 520 | 520 | |
X65 | 0.26 | – | 1.45 | 0.030 | 0.030 | 535 | 535 | |
X70 | 0.26 | – | 1.65 | 0.030 | 0.030 | 570 | 570 | |
API 5L PSL2 | B | 0.22 | 0.45 | 1.20 | 0.025 | 0.015 | 415 | 415 |
X42 | 0.22 | 0.45 | 1.30 | 0.025 | 0.015 | 415 | 415 | |
X46 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 435 | 435 | |
X52 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 460 | 460 | |
X56 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 490 | 490 | |
X60 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 520 | 520 | |
X65 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 535 | 535 | |
X70 | 0.12 | 0.45 | 1.70 | 0.025 | 0.015 | 570 | 570 | |
X80 | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 | 625 | 625 | |
ASTM A53 | A | 0.25 | 0.10 | 0.95 | 0.050 | 0.045 | 330 | 330 |
B | 0.30 | 0.10 | 1.20 | 0.050 | 0.045 | 415 | 415 | |
ASTM A252 | 1 | – | – | – | 0.050 | – | 345 | 345 |
2 | – | – | – | 0.050 | – | 414 | 414 | |
3 | – | – | – | 0.050 | – | 455 | 455 | |
EN10217-1 | P195TR1 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
P195TR2 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 | |
P235TR1 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
P235TR2 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
P265TR1 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
P265TR2 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
EN10217-2 | P195GH | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
EN10217-5 | P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 |
P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
EN10219-1 | S235JRH | 0.17 | – | 1.40 | 0.040 | 0.040 | 360 | 360 |
S275JOH | 0.20 | – | 1.50 | 0.035 | 0.035 | 410 | 410 | |
S275J2H | 0.20 | – | 1.50 | 0.030 | 0.030 | 410 | 410 | |
S355JOH | 0.22 | 0.55 | 1.60 | 0.035 | 0.035 | 470 | 470 | |
S355J2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |
S355K2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |